
Mokré alebo suché: Priama odpoveď na honovanie motocyklového valca
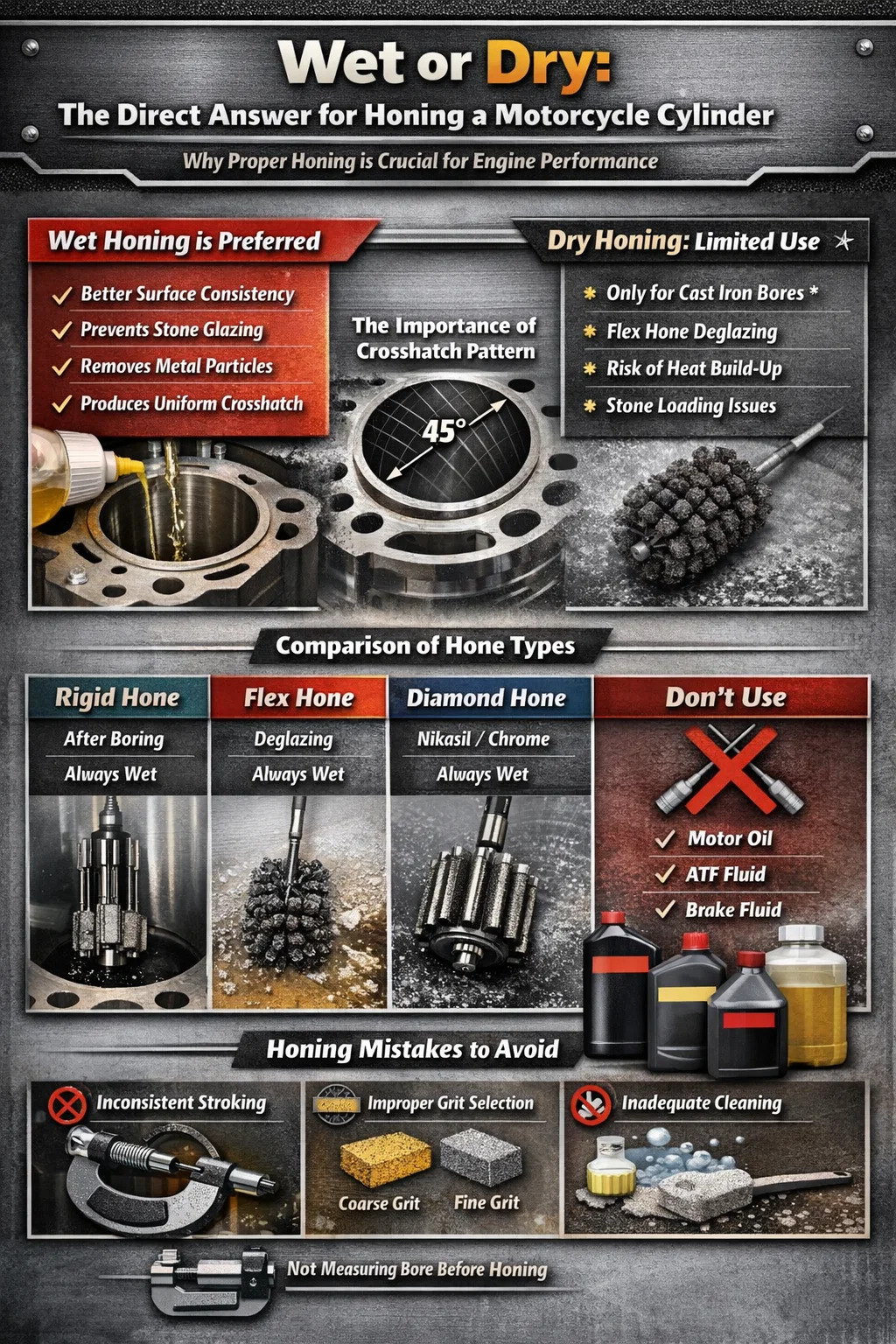
Pri honovaní a motocyklový valec , Vo väčšine situácií je odporúčaná metóda mokrého honovania . Použitie honovacieho oleja alebo lubrikantu na báze ľahkého petroleja počas procesu odstraňuje kovové častice, udržiava honovanie čisté, zabraňuje glazovaniu na brúsnych kameňoch a vytvára konzistentnejší vzor krížového šrafovania na stene otvoru. Suché honovanie sa používa iba vo veľmi špecifických scenároch - zvyčajne s určitými flexibilnými kefovými honmi na liatinových otvoroch - a aj vtedy skúsení strojári často uprednostňujú aspoň ľahkú hmlu maziva.
Na tejto odpovedi záleží, pretože nesprávne nastavenie priamo ovplyvňuje, ako dobre sedia vaše piestne krúžky. Zlé brúsenie valca motocykla vedie k spotrebe oleja, zlej kompresii, predčasnému opotrebovaniu krúžkov a k motoru, ktorý nikdy nebeží tak, ako by mal. Či už prerábate jednovalcový trailový bicykel s objemom 250 cm3 alebo dvojvalcový V-twin s veľkým priemerom, o detailnom pochopení procesu honovania sa nedá vyjednávať.
Čo vlastne robí honovanie s valcom motocykla
Honovanie je abrazívny proces obrábania, ktorý zušľachťuje vnútorný povrch otvoru valca. Slúži na dva hlavné účely: na korekciu drobných geometrických nedokonalostí, ktoré zanechalo vŕtanie, a na vytvorenie špecifickej povrchovej textúry – krížového šrafovania – ktorá zadržiava motorový olej a umožňuje piestne krúžky správne dosadať na stenu otvoru.
Keď je valec motocykla vyvŕtaný, aby prijal nadrozmerné piesty, alebo keď je použitý valec repasovaný, na povrchu vývrtu zostane relatívne hrubý povrch od vyvrtávacej tyče. Honovanie zjemňuje tento povrch až na presný priemer drsnosti (Ra), ktorý sa zvyčajne meria v mikropalcoch alebo mikrometroch. Väčšina výrobcov valcov pre motocykle špecifikuje hodnotu dokončeného otvoru Ra medzi 15 a 30 mikropalcov (približne 0,38 až 0,76 mikrometra) pre konvenčné liatinové alebo chrómované otvory, hoci Nikasil a keramické kompozitné vložky majú prísnejšie špecifikácie.
Rovnako dôležitý je aj uhol krížového šrafovania. 45-stupňová krížová šrafa - čo znamená, že ryhy sa pretínajú v približne 45 stupňoch na každej strane - je priemyselným štandardom pre väčšinu štvortaktných motocyklových motorov. Tento uhol vytvára mikrokanály, ktoré rovnomerne rozdeľujú olej cez otvor, zatiaľ čo krúžky sa posúvajú nahor a nadol, čím utesňujú spaľovacie plyny a zároveň bránia prenikaniu nadmerného množstva oleja do spaľovacej komory.
Podmienky povrchovej textúry, ktoré potrebujete vedieť
- Ra (priemerná drsnosť): Priemerná odchýlka povrchu od dokonale rovnej čiary, meraná v mikropalcoch alebo mikrometroch. Toto je najčastejšie uvádzaná špecifikácia.
- Rz (stredná hĺbka drsnosti): Priemer piatich najvyšších vrchov a piatich najhlbších dolín na meranej dĺžke. Relevantnejšie pre správanie kruhového sedenia.
- Rk (hĺbka drsnosti jadra): Používa sa v špecifikáciách plató honovania – táto hodnota ovplyvňuje zadržiavanie oleja bez zvýšenia opotrebovania krúžku.
- Uhol krížového šrafovania: Uhol, pod ktorým brúsne kamene zanechávajú stopy na stene vrtu. Príliš plytké spomaľuje usadenie prstenca; príliš strmé spôsobuje nadmernú spotrebu oleja.
Prečo mokré honovanie prekonáva suché honovanie motocyklových valcov
Chémia a fyzika za mokrým honovaním vysvetľujú, prečo má mazanie taký významný rozdiel. Keď brúsne kamene režú kov bez mazania, rýchlo sa spája niekoľko problémov.
Nárast tepla ničí povrchovú konzistenciu
Suché honovanie vytvára teplo trením. Dokonca aj pri miernych rýchlostiach vŕtania – zvyčajne 300 až 500 otáčok za minútu pre vývrt valca motocykla – môže suché honovanie zvýšiť povrchovú teplotu vývrtu natoľko, že spôsobí nekonzistentné odieranie. Kov sa pri zahrievaní rozťahuje, čo znamená, že priemer otvoru, ktorý meriate medzi zdvihmi, nie je rovnaký ako priemer, do ktorého sa otvor vracia pri izbovej teplote. Toto je problematické najmä pri hliníkových valcoch, ktoré majú vyšší koeficient tepelnej rozťažnosti (približne 23 × 10⁻⁶/°C) v porovnaní s liatinovými valcami (približne 11 × 10⁻⁶/°C). Zvýšenie teploty o 50 °F (28 °C) v hliníkovom otvore môže spôsobiť zmeny rozmerov o 0,001 až 0,002 palca — dosť na to, aby zničili tesné špecifikácie vôle medzi piestom a stenou.
Nakladanie kovových častíc upcháva Hone
Keď hon obrusuje vŕtanie valca, uvoľňujú sa drobné kovové častice. Bez mazania, ktoré by tieto častice odnieslo, sa zapustia do brúsnych kameňov – proces nazývaný zaťažovanie. Zaťažený hon už nereže čisto; namiesto toho leští povrch, rozmazáva kov cez otvor namiesto toho, aby ho rezal. To vytvára povrch, ktorý vyzerá hladko, ale má zlé vlastnosti zadržiavania oleja. Keď sa piestne krúžky dostanú do kontaktu s lešteným otvorom, nemôžu sa správne zalomiť, pretože neexistujú žiadne mikrodrážky na zadržiavanie oleja počas počiatočného obdobia zábehu s vysokým trením.
Mokré honovanie vytvára rovnomernejšie šrafovanie
Honovací olej slúži ako chladivo aj ako rezná kvapalina. Znižuje trenie medzi kameňmi a otvorom, čo umožňuje brúsivu rezať konzistentne počas celého zdvihu. Výsledkom je rovnomernejší uhol šrafovania a konzistentnejšia hodnota Ra zhora nadol. Štúdie porovnávajúce výsledky honovania za mokra a za sucha konzistentne ukazujú, že otvory brúsené za mokra dosahujú užšie tolerancie Ra s odchýlkou ±2 až ±3 mikropalcov v porovnaní s ±6 až ±10 mikropalcov pre otvory vŕtané za sucha za rovnakých podmienok.
Keď je suché honovanie prijateľné
Existujú úzke situácie, kedy sa používa alebo toleruje suché honovanie. Flex-hone (guľôčkové alebo "fľaškové" brúsenie) používané na liatinovom vývrte na rýchlu operáciu odglazovania – nie na podstatné odstránenie materiálu – možno niekedy použiť za sucha alebo s minimálnym mazaním. Mäkšia povaha liatiny a flexibilný, samostrediaci dizajn leštenia kefky ju robia o niečo zhovievavejšou. však aj v tomto scenári väčšina profesionálnych konštruktérov motorov pred spustením flex-hone aplikuje aspoň jemný sprej WD-40, petroleja alebo špeciálneho honovacieho oleja. pretože výsledky sú merateľne lepšie s mazaním ako bez neho.
Typy honov používaných na valcoch motocyklov
Nie všetky honovacie nástroje sú rovnaké a typ honovania, ktorý používate, mení vašu techniku aj požiadavky na mazanie. Valce pre motocykle sa dodávajú v širokom rozsahu priemerov vŕtania – od približne 38 mm na malých dvojtaktných motoroch až po viac ako 100 mm na dvojtaktných motoroch s veľkým objemom – a honovací nástroj musí zodpovedať veľkosti otvoru a danej úlohe.
Pevné honovacie kamene (pružinové honovanie)
Ide o najbežnejšie používaný typ v dielňach na výrobu automobilových a motocyklových motorov. Pevný hon sa skladá z dvoch alebo troch brúsnych kameňov namontovaných na pružinových ramenách, ktoré sa pod kontrolovaným tlakom tlačia na stenu vrtu. Kamene sú dostupné v rôznych zrnitostiach – zvyčajne v rozmedzí od 80 do 400 zrnitosti. Hrubšie zrnitosti (80–120) sa používajú pri odstraňovaní materiálu po vŕtaní, zatiaľ čo jemnejšie zrnitosti (220–400) sa používajú na konečnú úpravu a výrobu konečného šrafovaného vzoru.
Pevné brúsky vyžadujú pevnú vŕtačku alebo honovací stroj, ktorý udržuje konzistentné otáčky a rýchlosť zdvihu. Pre motocyklové valce väčšina technikov používa elektrickú vŕtačku s rýchlosťou približne 300 – 450 otáčok za minútu v kombinácii s rýchlosťou zdvihu, ktorá vytvára 45-stupňové šrafovanie. Vzorec je jednoduchý: rýchlosť zdvihu (palce za minútu) = otáčky za minútu × obvod otvoru × opálenie (uhol šrafovania/2) . Pre 90 mm vŕtanie pri 400 ot./min so zameraním na 45-stupňový priečny šraf to vychádza zhruba na 45 – 55 úderov za minútu.
Flex-Hone (Ball Hone alebo Brush Hone)
Flex-hone je flexibilný hriadeľ s brúsnymi guľôčkami pripevnenými v intervaloch. Je samostrediaci a prirodzene kopíruje vŕtanie, vďaka čomu je zhovievavý pre domácich majstrov, ktorí nemajú pevný honovací prípravok. Flex-hone vynikajú pri odglejovaní – odstraňovaní glazovaného, tvrdeného povrchu z použitého otvoru valca – a sú účinné pri vytváraní plató honovaného povrchu na otvoroch, ktoré sú už rozmerovo v rámci špecifikácií.
Dostupné zrnitosti pre flexibilné brúsky sa pohybujú od 60 do 800. Pre väčšinu prác na odglejovanie valcov motocyklov je vhodný flex hon so zrnitosťou 240 alebo 320. Flex-hony by sa mali vždy používať mokré — výrobca Brush Research Manufacturing (výrobcovia značky Flex-Hone) vo svojej produktovej dokumentácii výslovne uvádza, že počas používania by sa mal vždy použiť honovací olej alebo WD-40.
Diamond Hones
Diamantové honovacie nástroje používajú priemyselné diamantové brusivo namiesto bežných kameňov z oxidu hlinitého alebo karbidu kremíka. Používajú sa predovšetkým na povlaky s tvrdým otvorom, ako je Nikasil (karbid niklu a kremíka), keramické kompozity a chrómové otvory, ktoré by rýchlo zničili bežné brúsne kamene. Diamantové brúsky sa takmer výlučne používajú za mokra a tu záleží viac na výbere maziva – oleje na báze ropy môžu zle reagovať s niektorými spojivami na diamantové honovanie, preto sa často uprednostňujú vo vode rozpustné rezné kvapaliny.
Porovnanie typov Hone pre motocyklové valce
| Typ Hone | Najlepší prípad použitia | Vyžaduje sa mazanie | Úroveň zručností | Odstraňovanie materiálu |
|---|---|---|---|---|
| Pevné (odpružené) | Po nudnom, úplnom vynovení povrchu | Vždy mokré | Stredne pokročilý – pokročilý | Stredná až vysoká |
| Flex-Hone (Ball Hone) | Deglazovanie, povrchová úprava plató | Vždy mokré | Začiatočník – Stredne pokročilý | Nízka |
| Diamond Hone | Nikasil, chróm, tvrdé nátery | Vždy mokré (water-soluble preferred) | Pokročilé | Nízka to Moderate |
| Plateau Hone (CBN) | Výkonové úpravy, pretekárske motory | Vždy mokré | Pokročilé | Veľmi nízka (iba dokončovacie) |
Výber správneho honovacieho maziva pre prácu na valcoch motocyklov
Nie každé mazivo funguje rovnako dobre na honovanie. Nesprávny olej môže kontaminovať otvor, rýchlejšie znehodnotiť brúsne kamene alebo prekážať pri rezaní. Tu je praktický rozpis toho, čo funguje a čomu sa vyhnúť.
Špeciálny honovací olej
Produkty ako Sunnen Honing Oil, Goodson Honing Oil a podobné účelovo formulované produkty sú zlatým štandardom. Tieto oleje sú špeciálne navrhnuté tak, aby poskytovali správnu viskozitu, vlastnosti reznej kvapaliny a mazivosť pre abrazívne obrábanie. Vyplavujú kovové častice zo zóny rezu, znižujú zaťaženie kameňmi a nezanechávajú nečistoty, ktoré by zasahovali do ďalších krokov montáže motora. Ak robíte serióznu prácu na valcoch motocykla – či už na dvojtaktnom motore s objemom 125 cm3 alebo 1200 cm3 – špeciálny honovací olej je tou správnou voľbou.
Petrolej alebo minerálne liehoviny
Petrolej (parafínový olej) je najbežnejšie používanou poľnou náhradou špeciálneho honovacieho oleja a funguje pomerne dobre. Jeho nízka viskozita mu umožňuje preniknúť do reznej zóny a účinne odvádzať kovové častice. Mnoho profesionálnych strojníkov používa petrolej už desaťročia s trvalo dobrými výsledkami. Minerálne destiláty fungujú podobne. Ani jeden nie je taký účinný ako účelovo vyrobený honovací olej, ale pre kutila, ktorý raz za niekoľko rokov honuje jeden valec motocykla, je rozdiel v kvalite finálneho vývrtu zanedbateľný.
WD-40
WD-40 je široko používaný ako honovacie mazivo pre aplikácie flex-hone (guľôčkové honovanie). Je ľahký, dobre preniká a je ľahko dostupný. Je to prijateľná možnosť pre odsklievacie práce. WD-40 však nie je rezná kvapalina – je to predovšetkým mazivo vytláčajúce vodu a inhibítor ľahkej korózie. Pre ťažší úber materiálu s pevnými honmi neposkytuje dostatočné mazanie, aby sa zabránilo zaťaženiu kameňom, a jeho ľahký film nemusí dostatočne chladiť zónu rezu.
Čo nepoužívať
- Motorový olej: Príliš viskózne a zanecháva zvyšky, ktoré kontaminujú povrch otvoru, čo môže narúšať usadenie krúžku.
- Prevodová kvapalina (ATF): Obsahuje modifikátory trenia a prísady, ktoré môžu upchať brúsne kamene a zanechať povrchové nečistoty.
- Brzdová kvapalina: Hygroskopický a chemicky agresívny – poškodí gumové komponenty v okolí a môže napadnúť hliník, ak nie je úplne odstránený.
- Samotná voda: Spôsobuje bleskové hrdzavenie na liatinových otvoroch takmer okamžite po honovaní a ničí čerstvo pripravený povrch.
- Rezný olej (tmavý sírový): Zlúčeniny síry v tmavých rezných olejoch môžu reagovať so zliatinami medi používanými v niektorých ložiskách motora a zanechávať škvrny na hliníkových otvoroch.
Ako vybrúsiť motorový valec: Proces krok za krokom
Správne honovanie valca motocykla si vyžaduje pozornosť k detailom, správne nástroje a trpezlivosť. Tento proces predpokladá, že vykonávate odsklievanie alebo ľahkú renováciu hliníkového alebo liatinového vývrtu valca, ktorý je v rámci rozmerových špecifikácií – nie úplné prevŕtanie, ktoré si vyžaduje vybavenie strojárne.
Potrebné nástroje a materiály
- Flex-hone (guľôčkový hon) so správnym priemerom – zvyčajne o 1–2 mm väčší ako priemer otvoru pre správne napnutie pružiny
- Elektrická vŕtačka s premenlivými otáčkami schopná udržiavať 300–500 ot./min
- Honovací olej, petrolej alebo WD-40
- Vyčistite handry, ktoré nepúšťajú vlákna
- Horúca mydlová voda a kefka na čistenie po honovaní
- Vyvŕtaný mikrometer alebo číselníkový vŕtací merač
- Lupa alebo puškohľad (voliteľné, ale odporúčané)
- Čistý montážny olej (na ochranu otvoru po honovaní)
Krok 1: Zmerajte vŕtanie pred honovaním
Pred dotykom brúsneho stroja na valec zmerajte priemer otvoru na viacerých miestach – aspoň v troch hĺbkach (v blízkosti hornej, strednej a spodnej časti zóny pohybu prstenca) a v dvoch kolmých osách v každej hĺbke. Toto identifikuje akékoľvek skosenie alebo neguľatosť. Ak je diera viac ako 0,002 palca (0,05 mm) od guľatiny alebo skosenia, odglazovanie pomocou flex-hone nestačí – valec je potrebné najskôr vyvŕtať.
Krok 2: Zaistite valec
Valec bezpečne namontujte do zveráka pomocou mäkkých čeľustí alebo ho upnite na pracovný povrch. Valec sa počas honovania nesmie pohybovať – akékoľvek kývanie alebo posúvanie mení dráhu brúsenia a vytvára nerovnomernú geometriu otvoru. Pri malých jednovalcových motocyklových motoroch môže byť celá valcová nádoba zvyčajne umiestnená priamo v čalúnenom zveráku. Pri väčších viacvalcových motoroch môže byť potrebné namontovať jednotlivé valce na upevňovaciu dosku.
Krok 3: Naneste honovací olej vo veľkom množstve
Naneste dostatočnú vrstvu honovacieho oleja na flex-hone aj stenu otvoru. Nebuďte lakomí – chcete, aby bol vývrt dostatočne vlhký, aby ste na povrchu mohli vidieť lesknúci sa olej. Majte v blízkosti ďalší olej, aby ste ho mohli naniesť počas procesu honovania. Spustenie suchého brúsenia aj na niekoľko ťahov môže zaťažiť brúsne guľôčky a trvalo znížiť účinnosť brúsenia.
Krok 4: Nastavte rýchlosť vŕtania a začnite hladiť
Vložte flex-hon do otvoru a nastavte vŕtačku na približne 300–450 ot./min. Začnite hladiť brúsok hore a dole cez otvor takou rýchlosťou, aby ste vytvorili viditeľné šrafovanie. Bežne citovaným usmernením je použiť rýchlosť zdvihu, ktorá spôsobí, že brúska prejde celú dĺžku otvoru (plus približne 1/4 dĺžky vŕtania za každý koniec) jedným plynulým pohybom každých 1 až 1,5 sekundy.
V prípade typického motocyklového valca s priemerom 100 mm a zónou zdvihu krúžku 90 mm zvyčajne stačí 30–60 sekúnd aktívneho honovania na odlesknutie povrchu a vytvorenie nového priečneho šrafovania. Nehonujte príliš – nadmerné honovanie odstraňuje príliš veľa materiálu a otvára medzery nad rámec špecifikácie.
Krok 5: Zastavte, vytiahnite a skontrolujte
Po 30 sekundách honovania zastavte vŕtačku, kým je brúska stále vo vývrte (nikdy nevyberajte rotujúcu brúsku – guľôčky sa môžu zachytiť o hranu vývrtu a poškodiť ju), potom zastavenú brúsku vytiahnite. Utrite vŕtanie dočista handrou, ktorá nepúšťa vlákna a skontrolujte povrch pri dobrom osvetlení. Mali by ste vidieť jednotný šrafovaný vzor pokrývajúci celú dĺžku otvoru bez zostávajúcich lesklých zasklených plôch. Ak zostanú glazúrované škvrny, naneste čerstvý olej a pokračujte v honovaní.
Krok 6: Dôkladne vyčistite otvor
Tento krok je miestom, kde mnohí výrobcovia motorov svojpomocne robia svoju najnákladnejšiu chybu. Honovanie zanecháva abrazívne častice a kovové úlomky v mikroúdoliach povrchu vývrtu. Ak tieto úlomky nie sú úplne odstránené, počas prvých hodín prevádzky motora pôsobia ako zapustená brúsna zmes na piestnych krúžkoch a stene otvoru. , čo spôsobuje zrýchlené opotrebovanie, ktoré trvalo poškodzuje dieru a krúžky.
Správna metóda čistenia je horúca mydlová voda s kefou, nie rozpúšťadlo. Rozpúšťadlá ako čistič bŕzd alebo minerálne liehoviny sú dobré pri rozpúšťaní oleja, ale fyzicky neuvoľňujú abrazívne častice z mikrodrážok povrchu vrtu. Horúca voda so saponátom na riad (klasické odporúčanie od konštruktéra motora Johna Erba a neskôr spopularizované konštruktérom motora Johnom Calliesom) vytvára čistiaci účinok, ktorý fyzicky zdvíha a odvádza abrazívne častice. Dôkladne vydrhnite dieru, dôkladne opláchnite čistou horúcou vodou, potom ihneď osušte a naneste vrstvu čistého montážneho oleja, aby ste zabránili bleskovej hrdzaveniu (obzvlášť dôležité pre liatinu).
Krok 7: Konečné meranie
Po vyčistení a pred montážou znovu zmerajte otvor, aby ste sa uistili, že je stále v rámci špecifikácií. Ľahké odglazovanie pomocou flex-hone zvyčajne odstráni menej ako 0,0005 palca (0,013 mm) materiálu – zanedbateľné z hľadiska zmeny rozmerov. Ak vaše merania ukazujú väčší úber, ako sa očakávalo, znova skontrolujte svoju techniku a zbrúste výber zrna.
Materiály motocyklových valcov a ich vplyv na prístup k honovaniu
Materiál vložky valca zásadne mení spôsob, akým pristupujete k honovaniu. Rôzne materiály vyžadujú rôzne brúsivá, rôzne zrnitosti, rôzne mazivá a rôzne cieľové povrchové úpravy.
Liatinové vložky
Tradičné liatinové vložky valcov – nachádzajúce sa v mnohých starších japonských štvortaktných, britských motocykloch a amerických dvojčatách do V – sú najzhovievavejšie na brúsenie. Liatina obsahuje vo svojej mikroštruktúre voľný grafit, ktorý pôsobí ako zabudované mazivo. Dobre sa brúsi s kameňmi z oxidu hlinitého a ľahko reaguje na ohybné brúsenie. Cieľové hodnoty Ra pre liatinové vývrty pre motocykle sú zvyčajne 20–35 mikropalcov s konvenčnými krúžkami alebo 15–25 mikropalcov pre krúžky s moly. Liatina rýchlo hrdzavie – do niekoľkých minút po dokončení čistenia naneste na dieru olej.
Hliníkové valce (bez vložky)
Niektoré motocyklové valce – najmä v malých dvojtaktných motoroch a niektorých moderných štvortaktných motoroch – sú holé hliníkové otvory bez samostatnej vložky. Tieto vyžadujú brúsenie z karbidu kremíka alebo oxidu hlinitého a opatrnú pozornosť pri hromadení tepla. Mäkší hliníkový materiál sa odstraňuje rýchlejšie ako železo a voľnejšia kryštalická štruktúra znamená, že ak budete príliš dlho používať príliš agresívne zrno alebo brúsenie, môžete neúmyselne rýchlo otvoriť vôle. Mokré honovanie je tu ešte kritickejšie – rozdiel v tepelnej rozťažnosti medzi hliníkom a oceľovým telom honovania znamená, že honovanie za sucha vytvára väčšiu rozmerovú variabilitu v hliníku ako v železe.
Nikasil a keramické kompozitné otvory
Nikasil (nikel-karbid kremíka) je galvanicky pokovovaný tvrdý povlak používaný vo vývrtoch mnohých vysokovýkonných a moderných motocyklových motorov – vrátane BMW Boxerov, motorov na báze Rotax a mnohých japonských športových bicyklov. Keramické kompozitné povlaky ako SCEM (Suzuki Composite Electrochemical Material) a NSS (Kawasaki) fungujú podobne. Tieto povlaky sú extrémne tvrdé – zvyčajne 800 – 1000 na stupnici tvrdosti podľa Vickersa – a nemožno ich brúsiť bežnými abrazívami na báze oxidu hlinitého alebo karbidu kremíka. . Tieto povrchy dokážu efektívne rezať iba diamantové alebo CBN (kubický nitrid bóru) abrazíva.
Honovanie vývrtov Nikasil je špecializovaná práca. Cieľová hodnota Ra je pevnejšia ako liatina – zvyčajne 10–20 mikropalcov – a diamantový brúsik sa musí používať namokro s reznou kvapalinou rozpustnou vo vode. Ešte dôležitejšie je, že vývrty Nikasil, ktoré boli poškodené palivom kontaminovaným etanolom (etanol spôsobuje postupné rozpúšťanie Nikasilu v priebehu času), nie je možné zachrániť honovaním – valec sa musí vymeniť alebo vymeniť. To bol významný problém na trhoch, kde sú bežné zmesi etanolu E10 alebo vyššie, čo sa týkalo najmä starších motocyklov BMW radu R z polovice 90. rokov.
Vrty s chrómovou vložkou
Tvrdé chrómovanie sa bežne používalo v dvojtaktných motocyklových valcoch – a stále sa používa v niektorých vysokovýkonných a pretekárskych dvojtaktných aplikáciách – pretože tvrdosť chrómu a nízky koeficient trenia sú ideálne pre prostredie dvojtaktného motora s otvoreným otvorom. Chrómové otvory vyžadujú diamantové brúsivá na honovanie a špecifikácie povrchovej úpravy sú prísne. Podobne ako Nikasil, aj chrómové práce sa zvyčajne posielajú špecialistovi.
Rozdiely v honovaní valcov dvojtaktných a štvortaktných motocyklov
Zásadné rozdiely medzi dvojtaktnými a štvortaktnými motormi vytvárajú rôzne požiadavky na honovanie, ktoré často mätú mechanikov pracujúcich na oboch typoch.
Dvojtaktné valce
V dvojtaktnom motocyklovom motore piestové otvory otvárajú a zatvárajú sacie a výfukové kanály pohybom okolo nich vo vývrte. To znamená, že povrch otvoru je prerušený otvormi - brúska musí tieto otvory prechádzať pri každom zdvihu. Okraje týchto otvorov môžu zachytiť brúsne kamene a spôsobiť nerovnomerné rezanie alebo poškodiť brúsok.
Dvojtaktné valce zvyčajne používajú chrómové alebo Nikasilové otvory namiesto liatiny, pretože otvory by vytvárali stúpačky napätia v mäkšom materiáli vložky. Honovanie dvojtaktných valcov s otvormi si vyžaduje krátke, kontrolované zdvihy a starostlivú pozornosť na vstupné a výstupné body honovania. Mnoho technikov používa nástroj na zrážanie hrán na ľahké odhrotovanie hrán otvoru pred honovaním, aby sa znížilo riziko zachytenia brúsnych kameňov.
Konfigurácia piestnych krúžkov sa tiež líši: dvojtaktné piesty zvyčajne používajú jeden hrubý krúžok (niekedy dva) s vodiacim kolíkom, ktorý zabraňuje otáčaniu krúžku a jeho zachyteniu v otvore. Rozhranie medzi krúžkom a vŕtaním v dvojtaktnom stroji sa líši od štvortaktného a požadovaný uhol krížového šrafovania sa môže líšiť – niektorí špecialisti na dva takty uprednostňujú skôr plytší uhol krížového šrafovania 30–35 stupňov ako štandardný 45-stupňový pre štvortakt.
Štvortaktné valce
Štvortaktné motocyklové valce sú bežnejšie – neprerušovaný povrch vývrtu zhora nadol, s ventilmi ovládanými skôr hlavou než otvormi vo vývrte. Vďaka tomu sú štvortaktné valce jednoduchšie na brúsenie a konvenčné pevné brúsky a ohybné brúsky sa dajú voľne používať bez obáv o hrany portov.
Štvortaktná konfigurácia krúžku – zvyčajne horný kompresný krúžok, druhý kompresný krúžok a krúžok na kontrolu oleja – vyžaduje, aby povrch otvoru podporoval zadržiavanie oleja v olejovom krúžku pri zachovaní tesnosti kompresných krúžkov. 45-stupňové šrafovanie je optimalizované pre túto konfiguráciu s viacerými krúžkami. Rozpínacia pružina olejového krúžku drží dvojité vodiace lišty proti otvoru značnou silou a priečny šraf poskytuje dostatočnú textúru na zadržiavanie oleja bez takej drsnosti, že sa vodiace lišty nemôžu správne prispôsobiť.
Bežné chyby pri honovaní, ktoré ničia vývrty valcov motocykla
Dokonca aj skúsení mechanici robia pri honovaní motorových valcov chyby, ktorým sa dá vyhnúť. Toto sú chyby, ktoré sa najčastejšie prejavujú ako problémy s usadením krúžkov, spotreba oleja alebo predčasné opotrebovanie po rekonštrukcii.
Použitie nesprávnej zrnitosti
Brúsenie s hrubou zrnitosťou (zrnitosť 80 alebo 120), ktoré sa používa ako konečná úprava, zanecháva otvor, ktorý je príliš hrubý. Proces usadzovania prstenca bude trvať oveľa dlhšie a v niektorých prípadoch sa vrcholy drsného povrchu skutočne prehnú a vytvoria v stene otvoru zapustené abrazívne častice. Naopak, jemnozrnný hon používaný na vývrt, ktorý potrebuje agresívnejšie rezanie, len stráca čas a rýchlo sa zaťažuje. Prispôsobte zrnitosť úlohe: hrubá na úber materiálu po vŕtaní, jemná (240 – 320) na konečné odlesknutie a priečne šrafovanie na vývrte, ktorý je už v špecifikácii.
Nekonzistentná rýchlosť hladenia
Zmenou rýchlosti ťahu počas honovania sa zmení uhol šrafovania. Ak pôjdete rýchlejšie hore a pomalšie dole, vytvoríte vŕtanie s nekonzistentnými uhlami šrafovania zhora nadol – tesnejšie hore, kde ste spomalili, plytšie dole, kde ste zrýchlili. To spôsobuje nekonzistentnú distribúciu olejového filmu a nerovnomerné uloženie prstenca. Pred aplikáciou brúsenia na otvor si nacvičte konzistentný rytmus hladenia.
Not Extending the Hone Past the Bore Ends
Ak hon počas zdvihu nikdy nepresahuje horný a spodný okraj otvoru, tieto oblasti dostávajú menej abrazívneho účinku ako stred otvoru. Výsledkom je otvor, ktorý je tesnejší v hornej a dolnej časti (kde dochádza k obráteniu krúžku) ako v strede – presne naopak, ako chcete. Pri každom zdvihu nechajte brúsku presahovať približne jednu štvrtinu svojej dĺžky za každý koniec otvoru.
Neadekvátne čistenie po honovaní
Ako je uvedené v kroku čistenia vyššie, použitie rozpúšťadla namiesto horúcej mydlovej vody zanecháva vo vývrte abrazívne častice. Následky sú vážne. V jednej dobre zdokumentovanej prípadovej štúdii konštrukcie motora motor prestavaný s vrtmi vyčistenými rozpúšťadlom (ale nie vodou vyčistenými) vykázal namerané hodnoty opotrebovania piestnych krúžkov 0,003 palca po 500 míľach – množstvo, ktoré by normálne zabralo 50 000 míľ v riadne vyčistenom vývrte. Vložené zrno pôsobí ako lapovacia zmes a v čase, keď je viditeľné opotrebovanie krúžku, sa samotný vývrt často poškodí za hranicu ďalšieho nadrozmeru.
Honovanie už nadmerného otvoru
Mechanici sa niekedy pokúšajú vybrúsiť vŕtanie, ktoré je už na svojom maximálnom limite nadmernej veľkosti, dúfajúc, že vyčistí nejaké známky bodovania alebo opotrebovania. Ak honovanie posunie vŕtanie za maximálnu špecifikáciu nadmerného rozmeru, nie je k dispozícii žiadny nadmerný piest, ktorý by ho správne namontoval. Pred honovaním vždy zmerajte a pred odstránením akéhokoľvek kovu sa uistite, že zostáva dostatok materiálu pre ďalší krok nadmernej veľkosti.
Použitie Flex-Hone, keď je potrebné vŕtanie
Flex-hone nedokáže opraviť neguľaté alebo skosené otvory – prispôsobí sa existujúcemu tvaru otvoru a rovnomerne obrusuje všetky povrchy, takže ak je otvor oválny, zostane oválny. Neguľaté podmienky väčšie ako 0,002 palca (0,05 mm) alebo skosenie väčšie ako 0,002 palca vyžadujú vŕtanie, nie honovanie. Použitie flex-hone na vývrte, ktorý potrebuje vyvŕtanie, vám poskytne vývrt s čerstvými krížovými šrafami, ale stále zlú geometriu – a krúžky, ktoré nikdy nedokážu správne tesniť.
Vôľa od piestu po stenu a prečo záleží na presnosti honovania
Honovanie v konečnom dôsledku slúži na dosiahnutie správnej vôle medzi piestom a stenou. Toto je medzera medzi plášťom piesta a stenou otvoru, meraná na náporovej ploche piesta (kolmá na os čapu zápästia) v spodnej časti plášťa.
Typické špecifikácie vôle medzi piestom a stenou pre motocyklové motory sa výrazne líšia podľa použitia:
| Typ motora | Typický voľný rozsah | Poznámky |
|---|---|---|
| Pouličný štvortakt, liatinový vývrt | 0,001 – 0,002 palca (0,025 – 0,05 mm) | Štandardný rozsah špecifikácií OEM |
| Pouličný štvortakt, hliníkový vývrt | 0,002 – 0,003 palca (0,05 – 0,076 mm) | Vyššia tepelná rozťažnosť vyžaduje väčšiu vôľu |
| Výkonnostný/pretekársky štvortakt | 0,003 – 0,005 palca (0,076 – 0,127 mm) | Vyššie prevádzkové teploty, kované piesty sa viac rozťahujú |
| Dvojtakt, chrómový vývrt | 0,002 – 0,004 palca (0,05 – 0,10 mm) | Veľmi sa líši podľa výtlaku |
Príliš úzka vôľa spôsobuje odieranie piestu, keď motor dosiahne prevádzkovú teplotu a piest sa roztiahne, aby uzavrel zostávajúcu medzeru. Príliš veľká vôľa umožňuje kývanie piestu, zvyšuje prefukovanie krúžku, vytvára mechanický hluk (tzv. buchnutie piestu) a často vedie k rýchlemu vŕtaniu a opotrebovaniu piestu. Proces honovania musí byť kontrolovaný dostatočne presne, aby konečný priemer otvoru bol v rámci 0,0005 palca (0,013 mm) od cieľového rozmeru — tolerancia, ktorá si vyžaduje starostlivé meranie a obmedzený odber materiálu.
Kedy honovať vs. kedy poslať motocykel do strojárne
Nie každá situácia valca si vyžaduje rovnakú reakciu. Pochopenie limitov toho, čo môžete robiť doma v porovnaní s tým, čo si vyžaduje profesionálne obrábanie, predchádza nákladným chybám.
Urob si sám honovanie je vhodné, keď:
- Otvor je v rámci rozmerových špecifikácií (do 0,002 palca kruhového a rovného)
- Vývrt je po dlhšom používaní zasklený a krúžky už nesedia správne
- Nové piestne krúžky sa inštalujú bez vŕtania a diera potrebuje nový priečny šraf na vlámanie krúžku
- Ľahká povrchová hrdza alebo drobné korózne jamky je potrebné vyčistiť (aj keď hlboké jamky vyžadujú vyvrtávanie)
- Materiál otvoru je liatina alebo štandardný hliník – nie Nikasil ani chróm
Profesionálna dielenská práca sa vyžaduje, keď:
- Vŕtanie je viac ako 0,002 palca mimo guľatiny alebo kužeľ – je potrebné vŕtanie
- Valec má hlboké ryhy spôsobené zadretím piestu – vyžaduje sa vyvŕtanie alebo výmena
- Materiál vývrtu je Nikasil, keramický kompozit alebo chróm – potrebné sú špeciálne diamantové nástroje
- Vôľa medzi piestom a stenou musí byť presne nastavená, aby bolo možné prijať nadrozmerné piesty
- Dvojtaktný valec s poškodeným portom, ktorý zasahuje do povrchu otvoru
- Každá situácia, kde sa vyžaduje rozmerová presnosť lepšia ako ±0,001 palca
Sadzby strojárskej dielne za vyvrtávanie a honovanie valcov motocyklov sa zvyčajne pohybujú od 40 do 120 USD za valec v závislosti od priemeru otvoru, materiálu a regiónu. V prípade motocyklového valca, ktorý potrebuje skutočnú geometrickú korekciu, sú to dobre vynaložené peniaze – pokus o opravu zdeformovaného alebo príliš veľkého otvoru pomocou flex-hone za 20 dolárov z obchodu s autodielmi bude mať za následok len valec, ktorý stále potrebuje strojáreň, plus zbytočný flex-hone.
Vlámanie krúžku po honovaní valca motocykla
Správne vybrúsený motorový valec je len začiatok. Proces vrúbkovania krúžkov – prvých niekoľko hodín prevádzky po montáži – určuje, ako dobre sa krúžky prispôsobia otvoru a ako dlho si motor udrží dobrú kompresiu a nízku spotrebu oleja.
Počas vniknutia sa vysoké body (vrcholy) krížového šrafovania postupne opotrebúvajú pod tlakom prstenca, čím sa vytvorí plochý povrch, kde prstence jazdia na vrcholoch s plochým vrcholom, medzi ktorými sú údolia zadržiavajúce olej. K tomuto efektu plochého honovania dochádza prirodzene počas nábehu, ale vyžaduje si správnu počiatočnú povrchovú úpravu – ak je Ra príliš drsné, nábeh trvá príliš dlho a opotrebovanie krúžku je nadmerné; ak je príliš hladký, krúžky nemôžu vytvárať dostatočné trenie, aby sa správne prispôsobili.
Break-In protokol pre motocyklové motory
- Naštartujte motor a nechajte ho dosiahnuť prevádzkovú teplotu – zvyčajne 5 až 10 minút pri meniacej sa škrtiacej klapke, aby ste sa vyhli trvalému voľnobehu.
- Vypnite motor a nechajte ho úplne vychladnúť na izbovú teplotu. Tento tepelný cyklus pomáha usadiť krúžky tým, že umožňuje vŕtaniu a piestu expandovať a zmršťovať, čím sa navzájom prispôsobujú povrchy.
- Pred prvou jazdou zopakujte proces tepelného cyklu dva až trikrát.
- Počas prvých 500 míľ plynule mente plyn a vyhýbajte sa trvalo vysokým otáčkam – tým sa zabráni preskleniu krúžkov v čiastočne sediacej polohe.
- Vymeňte motorový olej pri 500 míľach, aby ste odstránili kovové častice, ktoré vznikajú pri procese ukladania krúžku.
- Vyhnite sa ťahaniu škrtiacej klapky a vyhnite sa trvalo vysokým otáčkam, kým sa nedokončí prvá výmena oleja. Oba extrémy bránia správnemu dosadnutiu prstenca.
Dobre vybrúsený valec motocykla so správne zalomenými krúžkami bude vykazovať stabilné hodnoty kompresie na 500 – 1000 míľ a tieto hodnoty by si mal zachovať počas životnosti motora. Ak hodnoty kompresie po 1 000 míľach stále stúpajú alebo sa výrazne líšia, je to znakom toho, že proces honovania alebo vnikania nebol ideálny.
 z hliníkovej zliatiny pre diely motora Yamaha")

 motocyklový valec Yamaha z hliníkovej zliatiny odolný voči opotrebovaniu")
 odolný valec motora Yamaha")
 hliníkový vysokovýkonný valec motocyklového motora Yamaha")
 komponenty motocyklov Yamaha z hliníkovej zliatiny")
 Časti valcového motora motocykla Yamaha")
 Vodou chladený hliníkový valec motora Yamaha")
